Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
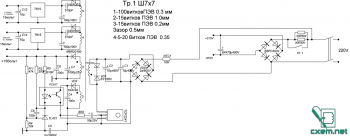
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
И так начинаем первый пуск и настройку при лампочке включенной как описано выше при этом куча конденсаторов из 14 штук по 0,15 мкФ должны быть включены обязательно на питание ключей плюс и минус 310 вольт. включаем осциллограф на эмиттер и коллектор нижнего плеча силовых ключей. Перед этим мы не цепляем оптрон обратной связи по напряжению, временно оставляем висеть на воздухе на осциллографе должно быть прямоугольный сигнал частоты мы берем отвертку и крутим резистор R1 до появления не большого загиба на нижнем углу прямоугольника. Крутить в сторону уменьшения частоты. Это будет говорить о перенасыщении сердечника силового трансформатора. При загибе в полученной частоте записать его и посчитать рабочую частоту сердечника силового трансформатора. Например частота перенасыщения 30 кГц считаем так 30 делим на 2 получаем 15 полученное число прибавляем к частоте перенасыщения 30 плюс 15 получаем 45. 45 кГц это наша рабочая частота. При этом лампочка должна светиться почти не заметно тускло. ток потребления не должна превышать на полном холостом ходу 300 мА обычно 150 мА. смотреть осциллограф чтобы не было всплесков напряжения выше 400 вольта обычно 320 вольт. Как все будет готово цепляем к лампочке чайник или нагреватель или утюг в 2000 ватт. На выход цепляем провод приличного сечения например от 5 квадратов 2 метра делаем короткое замыкание при этом лампочка не должна гореть на всю яркость она должна светиться чуть больше половины накала. Если она светится на всю яркость то нужно еще раз проверить датчик тока в фазировке просто пропустить провод с другой стороны. В крайних мерах уменьшить число витков на датчике тока. После того как будет все готово теперь плюс питание 310 вольт пустить на прямую без лампочки и нагревателя 2000 ватт. Не забываем про охлаждения силовых ключей радиатор с вентилятором лучше всего подходит радиатор от компьютера старого образца интел пентиум или амд атом. Силовые ключи должны быть вкручены на радиатор без слюдяной прокладки и через тонкий слой термопроводящую пасту КПТ8, чтобы обеспечить максимальную эффективность охлаждения. Радиатор надо делать отдельно от верхнего и нижнего плеча полумоста. Диоды снабберов и диоды включенные между питанием и трансформаторе разместить на тех же радиаторах, что и ключи но уже через слюдяную прокладку да бы избежать короткого замыкания. Все конденсаторы на шим генераторе должны быть именно пленочные с надписью NPF этим вы избежите не приятные моменты при погодных условиях. Конденсаторы на снабберах и на выходных диодах должны быть строго только типа К78-2 или СВВ81 ни какой любой мусор туда не совать, так как снабберы выполняют важную роль в этой системе и они поглощают всю негативную энергию который создает силовой трансформатор.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Те мастера, которые увлекаются сварочными работами, не раз задумывались над тем, как соорудить установку для проведения сопряжения элементов и деталей. Описанный ниже самодельный сварочный полуавтомат будет иметь следующие технические характеристики: напряжение электросети, равное 220 В; уровень потребляемой мощности, не превышающий 3 кВа; работает в повторно-кратковременном режиме; корректируемое
рабочего напряжения является ступенчатым и варьируется в пределах 19-26 В. Сварочная проволока подается со скоростью в пределах от 0 до 7 м/мин, тогда как ее диаметр равен 0,8 мм. Уровень сварочного тока: ПВ 40% – 160 А, ПВ 100% – 80 А.
Практика показывает, что подобный полуавтомат сварочный способен демонстрировать отличную работоспособность и длительный срок жизнедеятельности.
Подготовка элементов перед началом работ
В роли сварочной проволоки следует применять обычную, ту, что имеет диаметр в пределах 0,8 мм, она реализуется в катушке по 5 кг. Такой сварочный полуавтомат невозможно будет изготовить без наличия сварочной горелки на 180 А, которая имеет евроразъем. Приобрести ее можно в отделе, специализирующемся на продаже сварочного оборудования. На рис. 1 можно увидеть схему сварочного полуавтомата. Для установки понадобится выключатель питания и защиты, для него можно использовать однофазный автомат АЕ (16А). При работе аппарата возникнет необходимость перехода между режимами, для этого можно применить ПКУ-3-12-2037.

От наличия резисторов можно отказаться. Их цель состоит в скорой разрядке конденсаторов дросселя.
Что касается конденсатора С7, то в тандеме с дросселем он способен стабилизировать горение и поддерживать дугу. В качестве наименьшей его емкости может выступить 20000 мкф, тогда как наиболее подходящий уровень равен 30000 мкф. Если попытаться внедрить другие разновидности конденсаторов, которые обладают не столь внушительными размерами и более значительной емкостью, то они станут проявлять себя не в достаточной степени надежно, так как будут довольно скоро выгорать. Для изготовления сварочного полуавтомата предпочтительнее использовать конденсаторы старого типа, расположить их нужно в количестве 3-х штук в параллель.
Силовые тиристоры на 200 А имеют достаточный запас, допустимо установить и на 160 А, однако функционировать они станут на пределе, в последнем случае возникнет необходимость использовать довольно мощные вентиляторы при работе. Используемые В200 следует устанавливать на поверхности негабаритной алюминиевой основы.
Намотка трансформатора
Изготавливая сварочный полуавтомат своими руками, процесс нужно начинать с намотки трансформатора ОСМ-1 (1кВт).
![]()
Его первоначально предстоит полностью разобрать, железо следует на время отложить. Предстоит изготовить каркас катушки, применив для этого текстолит толщиной равной 2 мм, такая необходимость возникает по той причине, что свой каркас не имеет достаточного запаса прочности. Габариты щеки должны быть равны 147х106 мм. В щеках нужно подготовить окно, габариты которого равны 87х51,5 мм. На этом можно считать, что каркас полностью готов.
Теперь нужно отыскать обмоточный провод Ø1,8 мм, предпочтительнее использовать тот, что имеет усиленную стекловолоконную защиту.
Изготавливая сварочный полуавтомат своими руками, нужно создать на первичной обмотке следующее количество витков: 164 + 15 + 15 + 15 + 15. В промежутке между слоями нужно проложить изоляцию, применив тонкую стеклоткань. Провод предстоит наматывать с максимальной плотностью, в противном случае он может не влезть.
![]()
Для подготовки вторичной обмотки нужно использовать алюминиевую шину, которая имеет стеклянную изоляцию с габаритами, равными 2,8х4,75 мм, приобрести ее можно у обмотчиков. Понадобится около 8 м, однако приобрести материал нужно с некоторым запасом. Намотку следует начинать с образования 19 витков, после предстоит обеспечить петлю, направленную под болт М6, затем необходимо сделать еще 19 оборотов. Концы должны иметь длину по 30 см, что понадобится для проведения дальнейших работ.
При изготовлении полуавтомата сварочного следует учесть, что если для работы с габаритными элементами вам может быть недостаточно тока при подобном напряжении, то на этапе монтажа или уже в процессе дальнейшего использования аппарата можно переделать вторичную обмотку, дополнив ее еще тремя витками на плечо, в конечном результате это позволит получить 22+22.
Сварочный полуавтомат должен обладать обмоткой, которая укладывается впритык, по этой причине следует мотать очень аккуратно, это позволит расположить все верно.
При использовании для образования первичной обмотки эмальпровода затем в обязательном порядке нужно произвести обработку посредством лака, минимальное время удержания катушки в нем ограничено 6 часами.

Теперь можно смонтировать трансформатор и подсоединить его к электросети, что позволит определить ток холостого хода, который должен быть равен примерно 0,5 А, уровень напряжения на вторичной обмотке должен быть эквивалентен 19-26 В. При совпадении условий можно на время отложить трансформатор и приступить к выполнению следующего этапа.
Делая сварочный полуавтомат своими руками, взамен ОСМ-1 для силового трансформатора допустимо использовать 4 единицы ТС-270, однако они обладают несколько иными габаритами, при необходимости для этого случая можно самостоятельно рассчитать данные для осуществления намотки.
Намотка дросселя

Для проведения намотки дросселя следует использовать трансформатор на 400 Вт эмальпровод Ø1,5 мм или больше. Намотку нужно произвести в 2 слоя, укладывая изоляцию между слоями, при этом нужно соблюдать требование, которое заключается в необходимости как можно более плотной укладки провода. Теперь предстоит использовать алюминиевую шину с размерами в 2,8х4,75 мм, при намотке нужно осуществить 24 витка, остаток шины должен быть равен 30 см. Сердечник следует монтировать с обеспечением зазора в 1 мм, параллельно с этим предстоит уложить заготовки текстолита.
При самостоятельном изготовлении сварочного полуавтомата дроссель допустимо намотать на железе, позаимствованном от лампового старого телевизора.
Для питания схемы можно использовать готовый трансформатор. Его выдача должна составить 24 В при 6 А.
Сборка корпуса
На следующем этапе можно приступать к сборке корпуса установки. Для этого можно использовать железо, толщина которого равна 1,5 мм, углы предстоит соединить методом сварки. В качестве основания механизма рекомендуется использовать нержавеющую сталь.
В роли мотора может выступить та модель, которая применяется в стеклоочистителе машины марки ВАЗ-2101. Необходимо избавиться от концевика, который работает на возврат в крайнее положение.
В подкатушечнике для получения тормозного усилия используется пружина, можно для этого применить совершенно любую, которая есть в наличии. Тормозной эффект будет более внушительным, если на это станет влиять воздействие сжатой пружины, для этого предстоит закрутить гайку.
Для того чтобы сделать полуавтомат своими руками, нужно подготовить следующие материалы и инструменты:
- эмальпровод;
- проволоку;
- однофазный автомат;
- трансформатор;
- сварочную горелку;
- железо;
- текстолит.
Изготовление такой установки окажется посильной задачей для мастера, который заблаговременно ознакомился с представленными выше рекомендациями. Этот автомат окажется намного более выгодным в плане стоимости по сравнению с той моделью, что была произведена в условиях завода, а ее качество не окажется ниже.
slonik писал(а):
после выпрямительного моста стоит набор кондеров (в параллель 7 штук) и дальше дроссель.Так вот эти кондеры предусмотрено что можно их подключать перемычками или поле выпрямителя, или после дросселя, или вообще отключать.Так зачем это нужно?И где лучше ставить эти кондеры?И для чего они стоят?
Трибун писал(а):
Для обеспечения условия стабилизации дугового промежутка, источник для полуавтоматической сварки должен иметь жёсткую нагрузочную характеристику и высокую скорость нарастания тока при КЗ. Эти требования особенно актуальны при сварке тонкой проволокой D0,6...0,8мм. С увеличением диаметра проволоки нагрузочная характеристика становится более падающей и требуемая скорость нарастания тока уменьшается. Для коррекции скорости нарастания тока, на классических источниках, дроссель даже делается с отводами (ВС300).
Судя по заявленному току 140А, источник расчитан на сварку тонкой проволокой и скорей всего конденсатор должен включаться до дросселя. При этом индуктивность дросселя должна составлять около 0.2мГн. Включение конденсатора после дросселя практически всегда приводит к излишне большой скорости нарастания тока, что не есть хорошо (резко увеличивается разбрызгивание).
valvol.ru
Электролитические конденсаторы в сварочных инверторах
Бугаев Виктор, Виталий Дидук, Максим Мусиенко
Алюминиевые электролитические конденсаторы – один из главных элементов, обеспечивающих стабильность работы высокочастотных инверторов сварочных аппаратов. Надежные высококачественные конденсаторы для этого вида применения производят компании Hitachi, Samwha, Yageo.
В первых устройствах, использовавших метод электродуговой сварки, применялись регулируемые трансформаторы переменного тока. Трансформаторные сварочные аппараты наиболее популярны и применяются по сей день. Они надежны, просты в обслуживании, однако имеют ряд недостатков: большой вес, высокое содержание цветных металлов в обмотках трансформатора, малую степень автоматизации процесса сварки. Преодолеть эти недостатки возможно при переходе на более высокие частоты тока и уменьшении размеров выходного трансформатора. Идея уменьшить размер трансформатора за счет перехода от частоты электросети 50 Гц на более высокую родилась еще в 40-е годы XX века. Тогда это делали с помощью электромагнитных преобразователей-вибраторов. В 1950 году для этих целей стали использовать электронные лампы – тиратроны. Однако в сварочной технике использовать их было нежелательно по причине низкого КПД и невысокой надежности. Широкое внедрение полупроводниковых приборов в начале 60-х годов привело к активному развитию сварочных инверторов, сперва – на тиристорной основе, а затем – на транзисторной. Разработанные в начале XXI века биполярные транзисторы с изолированным затвором (IGBT-транзисторы) дали новый импульс развитию инверторных аппаратов. Они могут работать на ультразвуковых частотах, что позволяет значительно уменьшить размеры трансформатора и массу аппарата в целом.
Упрощенно структурную схему инвертора можно представить из трех блоков (рисунок 1). На входе стоит бестрансформаторный выпрямитель с параллельно подключенной емкостью, позволяющей поднять напряжение постоянного тока до 300 В. Инверторный блок производит преобразование постоянного тока в переменный высокочастотный. Частота преобразования доходит до десятков килогерц. В состав блока входит высокочастотный импульсный трансформатор, в котором происходит понижение напряжения. Данный блок может изготавливаться в двух вариантах – с использованием однотактных или двухтактных импульсов. В обоих случаях транзисторный блок работает в ключевом режиме с возможностью регулировки времени включения, что позволяет регулировать ток нагрузки. Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки .
Рис. 1. Упрощенная структурная схема сварочного инвертора
Принцип работы сварочного инвертора заключается в поэтапном преобразовании сетевого напряжения. Вначале сетевое переменное напряжение повышается и выпрямляется в предварительном блоке выпрямления. Постоянное напряжение питает высокочастотный генератор на IGBT-транзисторах в инверторном блоке. Высокочастотное переменное напряжение преобразовывается в более низкое с помощью трансформатора и подается на выходной выпрямительный блок. С выхода выпрямителя ток уже можно подавать на сварочный электрод. Ток электрода регулируется схемотехнически путем контроля глубины отрицательной обратной связи. С развитием микропроцессорной техники начали производство инверторных полуавтоматов, способных самостоятельно выбирать режим работы и осуществлять такие функции как «антизалипание», высокочастотное возбуждение дуги, удержание дуги и другие.
Алюминиевые электролитические конденсаторы в сварочных инверторах
Основные компонентные составляющие сварочных инверторов – это полупроводниковые компоненты, понижающий трансформатор и конденсаторы. Сегодня качество полупроводниковых компонентов столь высоко, что при правильной их эксплуатации проблем не возникает. Ввиду того, что устройство работает на высоких частотах и достаточно больших токах, особое внимание следует уделить стабильности работы аппарата – от нее напрямую зависит качество производимых сварочных работ. Наиболее критичными компонентами в данном контексте являются электролитические конденсаторы, от качества которых сильно зависит надежность аппарата и уровень вносимых в электрическую сеть помех.
Наиболее распространенными являются алюминиевые электролитические конденсаторы. Они лучше всего подходят для использования в первичном источнике сетевого ИП. Электролитические конденсаторы имеют высокую емкость, большое номинальное напряжение, малые габариты, и способны работать на звуковых частотах. Такие характеристики относятся к несомненным достоинствам алюминиевых электролитов.
Все алюминиевые электролитические конденсаторы представляют собой последовательно наложенные слои алюминиевой фольги (анод конденсатора), бумажной прокладки, еще одного слоя алюминиевой фольги (катод конденсатора) и еще одного слоя бумаги. Все это сворачивается в рулон и помещается в герметичный контейнер. От анодного и катодного слоев выводятся проводники для включения в цепь. Также алюминиевые слои дополнительно протравливают с целью увеличения площади их поверхности и, соответственно, емкости конденсатора. При этом емкость высоковольтных конденсаторов возрастает примерно в 20 раз, а низковольтных – в 100. Помимо этого вся данная конструкция обрабатывается химическими веществами для достижения требуемых параметров.
Электролитические конденсаторы имеют достаточно непростую структуру, что обуславливает сложность их изготовления и эксплуатации. Характеристики конденсаторов могут сильно меняться при разных режимах работы и климатических условиях эксплуатации. С ростом частоты и температуры снижается емкость конденсатора и ЭПС. При снижении температуры емкость также падает, а ЭПС может возрастать до 100 раз, что, в свою очередь, снижает предельно допустимый ток пульсаций конденсатора. Надежность импульсных и входных сетевых фильтрующих конденсаторов, в первую очередь, зависит от их предельно допустимого тока пульсаций. Протекающие токи пульсаций способны разогревать конденсатор, что служит причиной его раннего выхода из строя.
В инверторах основные назначения электролитических конденсаторов – повышение напряжения во входном выпрямителе и сглаживание возможных пульсаций.
Значительные проблемы в работе инверторов создают большие токи через транзисторы, высокие требования к форме управляющих импульсов, что подразумевает использование мощных драйверов для управления силовыми ключами, высокие требования к монтажу силовых цепей, большие импульсные токи. Все это в значительной степени зависит от добротности конденсаторов входного фильтра, поэтому для инверторных сварочных аппаратов нужно особо тщательно подбирать параметры электролитических конденсаторов. Таким образом, в предварительном блоке выпрямления сварочного инвертора наиболее критичным элементом является фильтрующий электролитический конденсатор, установленный после диодного моста. Рекомендовано устанавливать конденсатор в непосредственной близости к IGBT и диодам, что позволяет устранить влияние индуктивности проводов, соединяющих устройство с источником питания, на работу инвертора. Также установка конденсаторов рядом с потребителями уменьшает внутреннее сопротивление переменному току источника питания, что предотвращает возбуждение усилительных каскадов.
Обычно фильтрующий конденсатор в двухполупериодных преобразователях выбирают таким, чтобы пульсации выпрямленного напряжения не превышали 5…10 В. Следует также учитывать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220 В пульсирующего напряжения, то на конденсаторах будет уже 310 В постоянного напряжения. Обычно же рабочее напряжение в сети ограничивается отметкой в 250 В, следовательно, на выходе фильтра напряжение будет 350 В. В редких случаях сетевое напряжение может подниматься еще выше, поэтому конденсаторы следует выбирать на рабочее напряжение не менее 400 В. Конденсаторы могут иметь дополнительный нагрев благодаря большим рабочим токам. Рекомендованный верхний диапазон температур – не менее 85…105°C. Входные конденсаторы для сглаживания пульсаций выпрямленного напряжения выбирают емкостью 470…2500 мкФ в зависимости от мощности аппарата. При неизменяемом зазоре в резонансном дросселе увеличение емкости входного конденсатора пропорционально увеличивает мощность, отдаваемую в дугу.
В продаже есть емкости, к примеру, на 1500 и 2200 мкФ, но, как правило, вместо одного используют батарею конденсаторов – несколько компонентов одинаковой емкости, включенных параллельно. Благодаря параллельному включению уменьшаются внутренние сопротивление и индуктивность, что улучшает фильтрацию напряжения. Также в начале заряда через конденсаторы протекает очень большой зарядный ток, близкий к току короткого замыкания. Параллельное включение позволяет уменьшить ток, протекающий через каждый конденсатор в отдельности, что увеличивает срок эксплуатации.
Выбор электролитов от Hitachi, Samwha, Yageo
На рынке электроники сегодня можно найти большое количество подходящих конденсаторов от известных и малоизвестных производителей. При выборе оборудования не следует забывать, что при схожих параметрах конденсаторы очень сильно отличаются качеством и надежностью. Наиболее хорошо себя зарекомендовала продукция от таких всемирно известных производителей высококачественных алюминиевых конденсаторов, как Hitachi, Samwha и Yageo. Компании активно разрабатывают новые технологии производства конденсаторов, поэтому их продукция обладает лучшими характеристиками по сравнению с продукцией конкурентов.
Алюминиевые электролитические конденсаторы выпускаются в нескольких форм-факторах:
- для монтажа на печатную плату;
- с усиленными выводами-защелками (Snap-In);
- с болтовыми выводами (Screw Terminal).
В таблицах 1, 2 и 3 представлены серии вышеуказанных производителей, наиболее оптимальные для использования в предварительном блоке выпрямления, а их внешний вид показан на рисунках 2, 3 и 4 соответственно. Приведенные серии имеют максимальный срок службы (в рамках семейства конкретного производителя) и расширенный температурный диапазон.
Таблица 1. Электролитические конденсаторы производства Yageo
Таблица 2. Электролитические конденсаторы производства Samwha
Таблица 3. Электролитические конденсаторы производства Hitachi
| Наименование | Емкость, мкФ | Напряжение, В | Ток пульсаций, А | Размеры, мм | Форм-фактор | Срок службы, ч/°C |
| HP3 | 470…2100 | 400, 420, 450, 500 | 2,75…9,58 | 30×40, 35×35…40×110 | Snap-In | 6000/85 |
| HU3 | 470…1500 | 400, 420, 450, 500 | 2,17…4,32 | 35×45, 40×41…40×101 | Snap-In | 6000/105 |
| HL2 | 470…1000 | 400, 420, 450, 500 | 1,92…3,48 | 35×40, 30×50…35×80 | Snap-In | 12000/105 |
| GXA | 1000…12000 | 400, 450 | 4,5…29,7 | 51×75…90×236 | Screw Terminal | 12000/105 |
| GXR | 2700…11000 | 400, 450 | 8,3…34,2 | 64×100…90×178 | Screw Terminal | 12000/105 |
Как видно из таблиц 1, 2 и 3, номенклатурная база достаточно широка, и пользователь имеет возможность собрать конденсаторную батарею, параметры которой в полной мере обеспечат требования будущего сварочного инвертора. Наиболее надежными представляются конденсаторы компании Hitachi с гарантированным сроком эксплуатации до 12000 часов, в то время как у конкурентов данный параметр составляет до 10000 часов в конденсаторах Samwha серии JY и до 5000 часов в конденсаторах Yageo серий LC, NF, NH. Правда, этот параметр не указывает на гарантированный выход конденсатора из строя по истечении указанного строка. Здесь имеется в виду только время использования при максимальной нагрузке и температуре. При использовании в меньшем диапазоне температур срок эксплуатации, соответственно, возрастет. По истечении указанного строка возможно также уменьшение емкости на 10% и увеличение потерь на 10…13% при работе на максимальной температуре.
Рис. 2. Электролитические конденсаторы Yageo
Рис. 3. Электролитические конденсаторы Samwha
Рис. 4. Электролитические конденсаторы Hitachi
Примечательно, что в каждой серии можно найти различную конфигурацию выводов конденсатора – с усиленными выводами-защелками или болтовыми выводами. Болтовые выводы дают гарантированную надежность сборки, а конденсаторы с выводами-защелками к надежности добавляют еще и простоту монтажа на печатную плату.
Заключение
Рассмотренные высококачественные алюминиевые электролитические конденсаторы производства компаний Hitachi, Samwha и Yageo позволяют решить практически любую задачу разработки высокочастотного сварочного инверторного аппарата. Отличительной особенностью представленных конденсаторов является их разработка в соответствии с требованиями RoHS (Директива об ограничении использования некоторых вредных веществ в электрическом и электронном оборудовании) и прочими экологическими нормами. За консультацией по применению, а также по вопросу приобретения конденсаторов производства всех трех компаний можно обратиться к их дистрибьютору – компании КОМПЭЛ.
Литература
Получение технической информации, заказ образцов, заказ и доставка.
www.compel.ru
Простой сварочный полуавтомат своими руками
Как сделать самостоятельно сварочный полуавтомат. Этот вопрос волнует многих, поскольку стоимость сварочного полуавтомата для бытовых целей от 300$ и до 800$. Промышленные сварочный полуавтоматы еще дороже. Остается только один вариант - собрать полуавтомат самостоятельно, своими руками. Рассмотрим, из каких основных узлов и деталей состоит сварочный полуавтомат. Основой сварочного полуавтомата, является сварочный силовой трансформатор. Трансформатор желательно иметь готовый, но можно и самому изготовить. Основные требования к трансформатору - при напряжение на выходе 10 - 20В обеспечение номинального выходного тока до 60А. Для регулировки выходного напряжения, при намотки первичной обмотки необходимо делать отводы и предусмотреть вариант переключения.
Конечно, самым сложным в домашнем изготовлении узлом является механизм подачи проволоки. От его работы напрямую будет зависеть качество сварного шва и равномерность подачи проволоки. Наиболее подходящим вариантом изготовления механизма подачи - это редуктор от автомобильного стеклоочистителя в комплекте с электродвигателем.
Т.к. сварка полуавтоматом производится постоянным током, необходимо использовать выпрямитель. Тип выпрямителя зависит от способа намотки сварочного трансформатора. Для нашего варианта, с двумя обмотками, используют два выпрямительных диода ДЛ161-200. Для мостовой схемы выпрямителя - используют четыре выпрямительных диода. Конденсатор 30000х63В предназначен для сглаживания пульсаций напряжения после выпрямителя.
В цепи постоянного тока, после выпрямительных диодов, для улучшения стабильности горения дуги устанавливается дроссель, намотанный на трансформаторный сердечник сечением не менее 35 мм х 35 мм, около 20 витков проводом, диаметр которого не менее диаметра провода на вторичной обмотке сварочного трансформатора.
Питание электродвигателя приводного механизма подачи проволоки от блока питания с выходным напряжением 12 - 15В и током около 5А.
Еще в в сварочном полуавтомате имеются:
электроклапан газа;
электромагнитный пускатель включения сварочного полуавтомата;
рукав для подачи проволоки
и другие мелочи.
Схема сварочного полуавтомата указана ниже:
Переменный резистор используется для регулировки скорости подачи проволоки в процессе работы полуавтомата. При нажатии на кнопку пуск, синхронно включается клапан подачи газа и с помощью реле К1 включается сварочный трансформатор.
 Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Эта схема сварочного полуавтомата является лишь примером. При самостоятельном изготовлении схему полуавтомата можно изменить исходя из имеющимися в наличии комплектующих.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.



Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка - это 7 слоёв, после намотки делаем отвод.







Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.

Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.

Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
Существует несколько способов бесшовного соединения металлических элементов, но среди всех особое место занимает именно конденсаторная сварка. Технология стала пользоваться популярностью примерно с 30-х годов прошлого столетия. Стыковка осуществляется за счет подачи электрического тока к нужному месту. Создается короткое замыкание, которое позволяет расплавить металл.
Преимущества и недостатки технологии
Самое интересное, что конденсаторная сварка может применяться не только в промышленных условиях, но и в быту. Она предполагает использование небольшого по размерам аппарата, который имеет заряд постоянного напряжения. Такой прибор может легко перемещаться по рабочей территории.
Из достоинств технологии следует отметить:
- высокую производительность работ;
- долговечность используемого оборудования;
- возможность соединения различных металлов;
- низкий уровень тепловыделения;
- отсутствие дополнительных расходных материалов;
- точность соединения элементов.
Однако существуют ситуации, когда применить конденсаторной сварки для соединения деталей невозможно. Это в первую очередь связано с кратковременностью мощности самого процесса и ограничением по сечению совмещаемых элементов. Кроме того, импульсная нагрузка способна создавать различные помехи в сети.

Особенности и специфика применения
Сам процесс соединения заготовок предполагает контактное сваривание, для осуществления которого расходуется определенный запас энергии в специальных конденсаторах. Ее выделение происходит практически мгновенно (в течение 1 - 3 мс), благодаря чему уменьшается зона термического воздействия.
Достаточно удобно осуществлять конденсаторную сварку своими руками, так как процесс является экономичным. Применяемый аппарат можно подключить к обычной электрической сети. Для использования в промышленности существуют специальные устройства высокой мощности.
Особую популярность технология получила в цехах, предназначенных для ремонта кузовов транспортных средств. При проведении работ не прожигаются и не подвергаются деформации. Необходимость в осуществлении дополнительной рихтовки отпадает.
Основные требования к процессу
Чтобы конденсаторная сварка была выполнена на высоком качественном уровне, следует придерживаться некоторых условий.

- Давление контактных элементов на обрабатываемые детали непосредственно в момент импульса должно быть достаточным, чтобы обеспечить надежное соединение. Разжимание электродов следует производить с небольшой задержкой, добиваясь тем самым лучшего режима кристаллизации металлических деталей.
- Поверхность соединяемых заготовок должна быть очищена от загрязнений, чтобы пленки окиси и ржавчина не вызывали слишком большое сопротивление при воздействии электрического тока непосредственно на деталь. При наличии посторонних частиц значительно снижается эффективность технологии.
- В качестве электродов требуется использовать медные стержни. Диаметр точки в зоне контакта должен быть не менее чем в 2-3 раза больше толщины свариваемого элемента.
Технологические приемы
Существует три варианта воздействия на заготовки:
- Конденсаторная точечная сварка в основном применяется для соединения деталей с разным соотношением толщины. Она успешно используется в сфере электроники и приборостроения.
- Роликовая сварка представляет собой определенное количество точечных соединений, выполненных в виде сплошного шва. Электроды напоминают вращающиеся катушки.
- Ударная конденсаторная сварка позволяет создавать элементов с небольшим сечением. Перед столкновением заготовок образуется дуговой разряд, оплавляющий торцы. После соприкосновения деталей осуществляется сваривание.

Что касается классификации по применяемому оборудованию, то можно разделить технологию по наличию трансформатора. При его отсутствии упрощается конструкция основного прибора, а также происходит выделение основной массы тепла в зоне непосредственного контакта. Основным достоинством трансформаторной сварки является возможность обеспечения большим количеством энергии.
Конденсаторная точечная сварка своими руками: схема простейшего прибора
Для соединения тонких листов до 0,5 мм или мелких деталей можно применять незамысловатую конструкцию, изготовленную в бытовых условиях. В ней импульс подается через трансформатор. Один из концов вторичной обмотки подводится к массиву основной детали, а другой - к электроду.

При изготовлении такого устройства может применяться схема, при которой первичная обмотка подключается к электрической сети. Один из ее концов выводится через диагональ преобразователя в виде диодного моста. С другой стороны осуществляется подача сигнала непосредственно с тиристора, находящегося под управлением пусковой кнопки.
Импульс в данном случае вырабатывается при помощи конденсатора, имеющего емкость 1000 - 2000 мкФ. Для изготовления трансформатора может быть взят сердечник Ш-40, имеющий толщину 70 мм. Первичную обмотку из трехсот витков легко сделать из провода сечением 0,8 мм с маркировкой ПЭВ. Для управления подойдет тиристор с обозначением КУ200 или же ПТЛ-50. Вторичная обмотка с наличием десяти витков может быть изготовлена из медной шины.

Более мощная конденсаторная сварка: схема и описание самодельного устройства
Для увеличения показателей мощности придется изменить конструкцию изготавливаемого устройства. При правильном подходе с его помощью можно будет соединять провода сечением до 5 мм, а также тонкие листы толщиной не более 1 мм. Для управления сигналом применяется бесконтактный пускатель с маркировкой МТТ4К, рассчитанный на электрический ток 80 А.
Обычно в управляющий блок включаются тиристоры, соединенные параллельно, диоды и резистор. Интервал срабатывания настраивается при помощи реле, находящегося в основной цепи входного трансформатора.
Энергия накаливается в электролитических конденсаторах, совмещенных в единую батарею посредством В таблице можно ознакомиться с необходимыми параметрами и количеством элементов.
Основная трансформаторная обмотка делается из провода сечением 1,5 мм, а вторичная - из медной шины.

Работа самодельного аппарата происходит по следующей схеме. При нажатии кнопки запуска срабатывает установленное реле, которое при помощи контактов тиристоров включает трансформатор сварочного блока. Отключение происходит сразу после разрядки конденсаторов. Настройка импульсного воздействия производится посредством переменного резистора.
Устройство контактного блока
Изготовленное приспособление для конденсаторной сварки должно иметь удобный сварочный модуль, предоставляющий возможность фиксировать и беспрепятственно перемещать электроды. Простейшая конструкция подразумевает ручное удержание контактных элементов. При более сложном варианте нижний электрод закрепляется в стационарном положении.
Для этого на подходящем основании он фиксируется длиной от 10 до 20 мм и сечением более 8 мм. Верхняя часть контакта закругляется. Второй электрод крепится к площадке, способной двигаться. В любом случае должны быть установлены регулировочные винты, с помощью которых будет осуществляться дополнительное нажатие для создания дополнительного давления.
Следует в обязательном порядке изолировать основание от подвижной площадки до контакта электродов.

Порядок проведения работ
Прежде чем будет произведена точечная конденсаторная сварка своими руками, необходимо ознакомиться с основными этапами.
- На начальной стадии соединяемые элементы подготавливаются должным образом. С их поверхности удаляются загрязнения в виде частиц пыли, ржавчины и других веществ. Наличие посторонних включений не позволит добиться качественной стыковки заготовок.
- Детали соединяются друг с другом в необходимом положении. Они должны располагаться между двумя электродами. После сдавливания к контактным элементам подается импульс путем нажатия пусковой кнопки.
- Когда электрическое воздействие на заготовку прекратится, электроды могут быть раздвинуты. Готовая деталь вынимается. Если есть необходимость, то она устанавливается в иной точке. На величину промежутка непосредственное влияние оказывает толщина привариваемого элемента.
Применение готовых аппаратов
Работы могут быть проведены с использованием специального оборудования. Такой комплект обычно включает:
- аппарат для создания импульса;
- приспособление для приварки и зажима крепежей;
- обратный кабель, оснащенный двумя фиксаторами;
- цанговый набор;
- инструкцию по применению;
- провода для подключения к электросети.
Заключительная часть
Описываемая технология соединения металлических элементов позволяет не только сваривать стальные изделия. С ее помощью можно без особой сложности стыковать детали, изготовленные из цветных металлов. Однако при выполнении сварочных работ необходимо учитывать все особенности используемых материалов.